Cad é Meaisín Vulcanizing Rubair Fholúis agus Conas a Oibríonn sé?
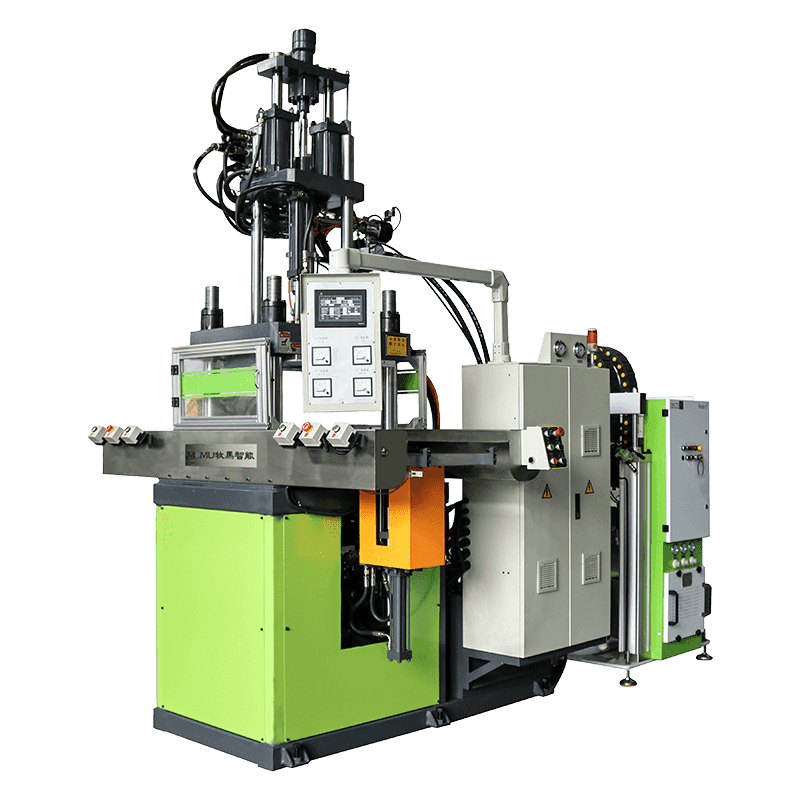
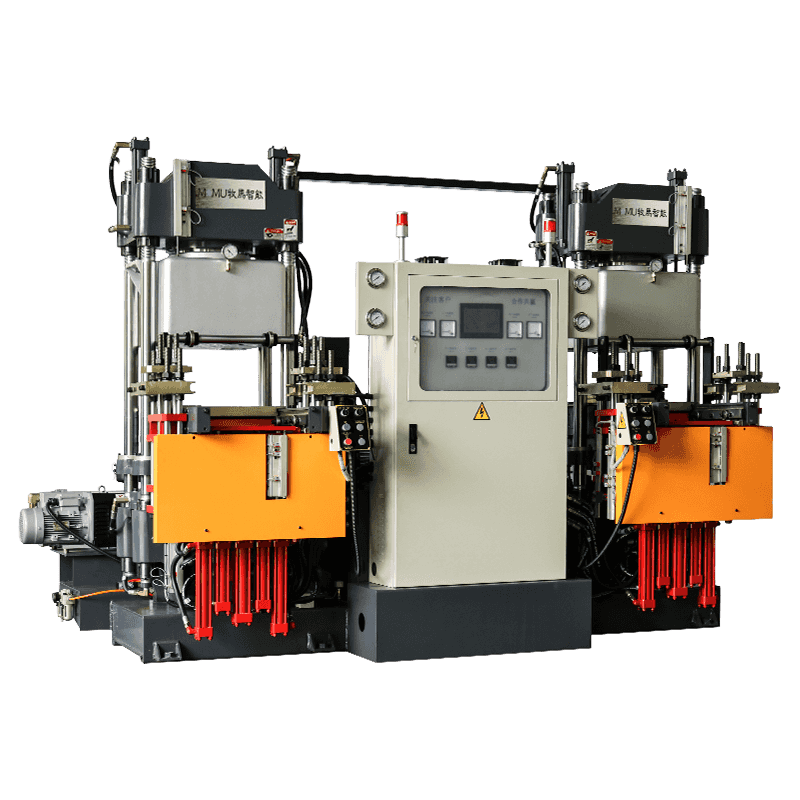
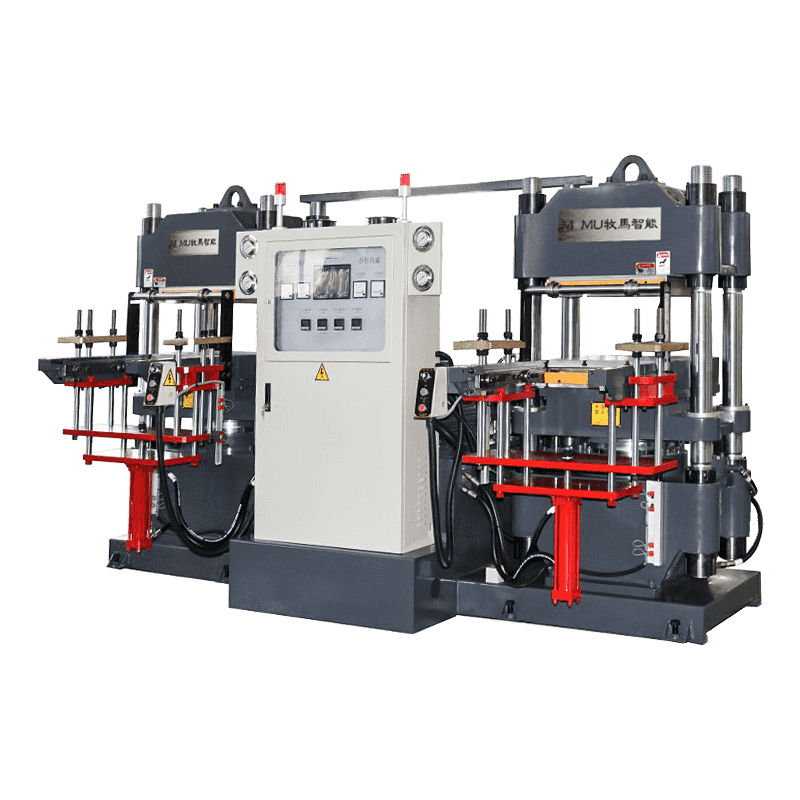
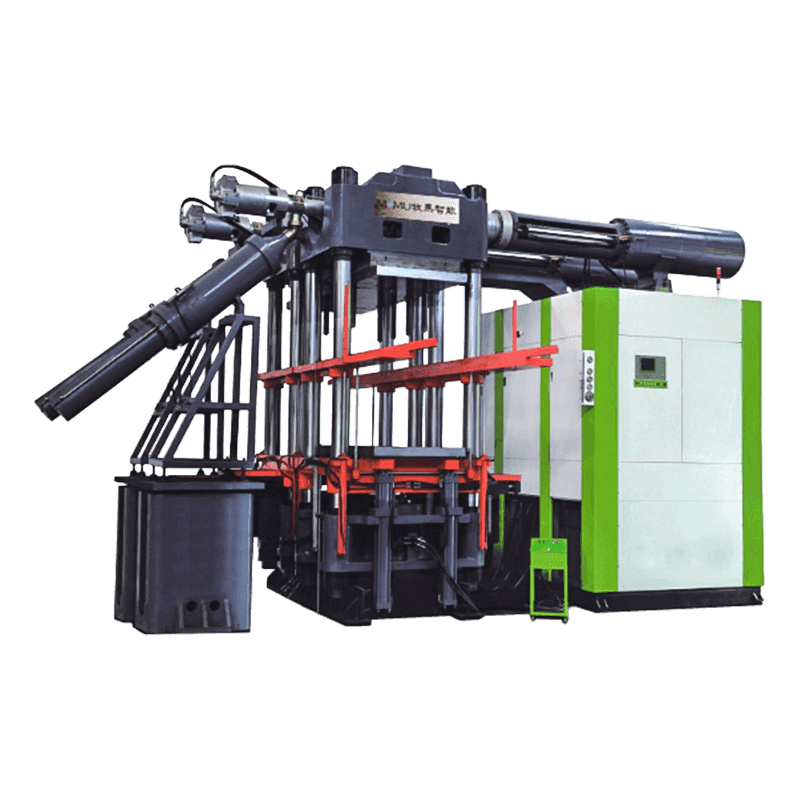
Is píosa speisialaithe trealaimh thionsclaíoch é meaisín vulcanizing rubair bhfolús a úsáidtear chun comhdhúile rubair a leigheas faoi theas rialaithe agus brú i dtimpeallacht bhfolús. Is éard atá i vulcanization an próiseas ceimiceach a athraíonn rubar amh nó cumaisc ó staid bhog, sholúbtha go hábhar marthanach, leaisteach agus teas-dhíonach trí thrasnaisc a fhoirmiú idir slabhraí polaiméire - go hiondúil trí oibreáin leigheas atá bunaithe ar sulfair nó sárocsaíd. Is é an comhpháirt bhfolús a dhéanann idirdhealú ar an meaisín seo ó vulcanizers preas caighdeánach. Trí aer a aslonnú as an gcuas múnla roimh agus le linn an timthrialla leigheas, cuireann an meaisín deireadh le pócaí aeir gafa agus gáis a d'fhágfadh póirseacht, folúntas nó mainneachtain dromchla sa táirge rubair críochnaithe.
Feidhmíonn an meaisín trí shraith céimeanna uathoibrithe: luchtú múnla, aslonnú bhfolús, cur i bhfeidhm brú, leigheas teasa, agus scaoileadh múnla. Go hiondúil déantar téamh trí phláitíní leictreacha nó plátaí gal-théite a aistríonn teas go haonfhoirmeach isteach sa chomhdhúil rubair. Tarraingíonn caidéal folúis atá ceangailte leis an seomra múnla séalaithe an brú inmheánach síos - go hiondúil idir -0.08 MPa agus -0.1 MPa - sula ndúnann an preas agus cuireann sé fórsa clampála i bhfeidhm. Cinntíonn an meascán seo de bhrú bhfolús, teasa agus meicniúil go líontar geoiméadracht múnla casta go hiomlán agus go gcomhlíonann an chuid cured sonraíochtaí cáilíochta tríthoiseach agus dromchla.

Tionscail agus Feidhmchláir a Bhraithimid ar Fholcánú a Dhéanamh
Úsáidtear meaisíní vulcanizing rubair folúis thar raon leathan tionscal ina bhfuil cáilíocht agus comhsheasmhacht na bpáirteanna rubair neamh-shainaitheanta. Tá earnáil na ngluaisteán ar cheann de na húsáideoirí is mó, ag brath ar na meaisíní seo chun rónta, gaiscéid, O-rings, dampers creathadh, agus comhpháirteanna láimhseála sreabhach a tháirgeadh a chaithfidh feidhmiú go hiontaofa faoi choinníollacha teirmeacha agus meicniúla éilitheacha. Sa tionscal aeraspáis, úsáidtear vulcanizing bhfolús le haghaidh comhpháirteanna rubair beachtais i gcás ina bhféadfadh fiú folús micreascópacha sláine na gcóras séalaithe criticiúil a chur i mbaol.
Úsáideann tionscal na bhfeistí leighis meaisíní vulcanizing bhfolús chun páirteanna rubair silicone agus speisialtachta a mhonarú a chaithfidh caighdeáin dianbhith-chomhoiriúnachta agus caoinfhulaingt tríthoiseach a chomhlíonadh. Úsáideann monaróirí leictreonaic iad chun comhpháirteanna inslithe agus gléasanna leithlisithe creathadh a tháirgeadh. Baineann an tionscal coisbhirt an teicneolaíocht le haghaidh nascáil aonair agus comhpháirteanna rubair múnlaithe. I ngach cás, tá an timpeallacht folúis riachtanach chun an bailchríoch dromchla, an dlús inmheánach agus an fheidhmíocht mheicniúil a bhaint amach nach féidir le vulcanizing preas caighdeánach a sheachadadh go hiontaofa.
Príomhpharaiméadair Próisis agus Conas iad a Rialú
Teastaíonn bainistiú beacht ar roinnt paraiméadair phróisis idirspleácha chun páirteanna rubair vulcanized comhsheasmhach, saor ó lochtanna a tháirgeadh. Tá tuiscint a fháil ar cad a dhéanann gach paraiméadar - agus conas a théann diallais i bhfeidhm ar an aschur - bunúsach chun meaisín folcanúcháin a oibriú go héifeachtach.
Teocht Vulcanization
Is é an teocht príomhthiománaí an imoibrithe vulcanization. Déanann an chuid is mó de chomhdhúile rubair leigheas sa raon 150 ° C go 200 ° C, agus braitheann an teocht is fearr ar leith ar an gcóras foirmithe agus leigheas cumaisc a úsáidtear. Is é an toradh a bhíonn ar theocht ró-íseal ná tearc-leigheas – beidh an rubar bog, lag, agus d’fhéadfadh go léireodh sé tacaíocht nó tras-nascadh neamhiomlán. Cruthaíonn teocht ró-ard ró-leigheas nó aisiompú, nuair a dhíghrádaíonn an líonra polaiméire agus go gcailleann an rubar neart agus leaisteachas. Tá aonfhoirmeacht teocht pláta ar fud an dromchla múnla chomh tábhachtach céanna; is féidir le grádáin teochta níos mó ná cúig go deich céim Celsius ar fud an mhúnla a bheith ina chúis le leigheas míchothrom agus crapadh difreálach.
Am Curing
Socraítear an t-am leigheas ag sonraí reiteolaíochta an chomhdhúil - go sonrach an luach T90 ó thástáil réiméadar dísle gluaiseachta (MDR), a léiríonn an t-am is gá chun nócha faoin gcéad den chasmhóimint uasta (dlús tras-naisc) a bhaint amach ag an sprioc-teocht. De ghnáth bíonn idir dhá agus tríocha nóiméad ag amanna leigheas ag brath ar an gcineál cumaisc, tiús na coda, agus an teocht. I gcás codanna tiubh, ní mór am breise a chur san áireamh chun ligean don teas dul isteach sa chroílár. Tá úsáid a bhaint as am leigheas atá ró-ghearr ar cheann de na foinsí is coitianta de theipeanna réimse i dtáirgí rubair.
Leibhéal Fholúis agus Uainiú
Caithfidh an folús an spriocleibhéal a bhaint amach sula ndúnann an preas agus sula dtosaíonn an leigheas. Díríonn formhór na n-oibríochtaí ar leibhéal folúis de -0.095 MPa go -0.1 MPa. Caithfidh an t-am aslonnaithe - go hiondúil cúig soicind déag go seasca soicind - a bheith leordhóthanach chun aer a ghlanadh go hiomlán ó chuas an mhúnla agus ó aon bealaí scaoilte araon. Má tá an timthriall caidéal folúis ró-ghearr, déanfar an t-aer iarmharach a chomhbhrú seachas é a bhaint nuair a dhúnann an preas, rud a fhágann go mbeidh folúsí dromchla ann. Tá sé ríthábhachtach feidhmíocht an chaidéil a thástáil go rialta agus seiceáil le haghaidh sceitheanna sna línte folúis agus na rónta múnla chun cáilíocht aslonnaithe comhsheasmhach a chothabháil.
Brú Clampála
Coinníonn brú clampála leath an mhúnla séalaithe le linn vulcanization agus déanann sé an cumaisc rubair a chomhbhrú chun céimseata na cuas a líonadh go hiomlán. Fágann brú clampála neamhdhóthanach gur féidir splanc a fhoirmiú ag an líne scaradh agus d'fhéadfadh go mbeadh codanna tearclíonta mar thoradh air. Is féidir le brú iomarcach damáiste a dhéanamh do mhúnlaí nó a chur faoi deara cumaisc a bhrú amach as an gcuas sula dtarlaíonn geiliú. Raon brúnna clampála tipiciúla le haghaidh vulcanizing rubair ó 10 go 25 MPa ag brath ar shlaodacht an chumaisc agus céimseata na bpáirteanna.
Lochtanna Coitianta agus Conas iad a Dhiagnóiseadh
Fiú amháin le meaisíní dea-chalabraithe, is féidir lochtanna a bheith le feiceáil i gcodanna rubair vulcanized. Má shainaithnítear an bhunchúis go tapa laghdaítear fuíoll agus aga neamhfhónaimh táirgeachta. Tugann an tábla seo a leanas achoimre ar na lochtanna is minice a aimsítear agus ar na cúiseanna is dóichí leo:
| Locht | Cúis Dóchúil | Gníomh Ceartúcháin |
| Porosity / Folús Inmheánach | Folús neamhleor nó am aslonnaithe | Seiceáil feidhmíocht caidéil; síneadh ama aslonnaithe |
| Blistering Dromchla | Taise i cumaisc nó múnla | Comhdhúil réamh-tirim; múnla glan agus preheat |
| Fo-leigheas (Páirteanna Boga) | Teocht íseal nó am leigheas neamhleor | Fíoraigh calabrú teochta platen; am leigheas a leathnú |
| Flash iomarcach | Brú clampála íseal nó líne scaradh múnla caite | tonnáiste preas a mhéadú; múnla a iniúchadh agus a athchóiriú |
| Urchar Gearr / Limistéir Gan Líonadh | Meáchan muirear cumaisc neamhleor | Meáchan muirir a athríomh; preform cumaisc a choigeartú |
| Athrú Toiseach | Teocht nó fórsa clampála neamhréireach | Braiteoirí a chalabrú; cothabháil preas rialta a dhéanamh |
Conas an Meaisín Vulcanizing Rubair Fholúis Ceart a Roghnaigh
Chun an meaisín ceart a roghnú ní mór sonraíochtaí trealaimh a mheaitseáil le héilimh d'fheidhmchláir táirgthe ar leith. I measc na bpríomhchritéir mheastóireachta tá méid pláitíní, tonnáiste preas, cumas an chórais folúis, raon teochta, agus sofaisticiúlacht an chórais rialaithe.
- Caithfidh méid plátaí freastal ar an múnla is mó atá beartaithe agat a rith, le corrlach leordhóthanach chun dáileadh teochta aonfhoirmeach a choinneáil. Tá raon méideanna caighdeánacha pláitíní ó 200 mm × 200 mm le haghaidh táirgeadh codanna beaga suas le 1000 mm × 1000 mm nó níos mó le haghaidh feidhmeanna tionsclaíocha.
- Ní mór tonnáiste brúigh a mheaitseáil le hachar réamh-mheasta do mhúnla agus le slaodacht do chomhdhúil rubair. Mar threoirlíne ghinearálta, ríomh an fórsa riachtanach tríd an limistéar réamh-mheasta cuas múnla a iolrú faoin spriocbhrú clampála, ansin cuir corrlach sábháilteachta fiche faoin gcéad ar a laghad.
- Ba cheart go mbeadh toilleadh an fholúschaidéil — arna thomhas ina lítear in aghaidh an nóiméid — leordhóthanach chun an seomra múnla a aslonnú go dtí an spriocleibhéal folúis laistigh de chúig shoicind déag go dtí tríocha soicind. Teastaíonn caidéil le hacmhainn níos airde le haghaidh toirteanna múnlaí níos mó chun amanna timthriallta sínte a sheachaint.
- Ba cheart raon teochta agus sonraíochtaí aonfhoirmeachta a fhíorú i gcoinne riachtanais leigheas do chomhdhúil. Feidhmíonn an chuid is mó de na meaisíní ilfheidhmeacha suas le 200 ° C, agus d'fhéadfadh go mbeadh 250 ° C nó níos airde ag teastáil ó mheaisíní speisialtachta do chomhdhúile ardteochta silicone nó fluoroelastomer.
- Cinneann cumas an chórais rialaithe cé mhéad solúbthachta próisis agus logáil sonraí is féidir leat a bhaint amach. Ceadaíonn rialtóirí loighic ríomhchláraithe (PLCanna) le comhéadain scáileáin tadhaill próifílí leigheas ilchéime, seicheamhú uathoibrithe i bhfolús, agus stóráil taifead táirgeachta - atá luachmhar do bhainistíocht cáilíochta agus in-atrialltacht próisis.
Gnáth-Chleachtais Chothabhála a Chosnaíonn Feidhmíocht Meaisín
Léiríonn meaisín vulcanizing rubair bhfolús infheistíocht chaipitil shuntasach, agus tá cothabháil comhsheasmhach riachtanach chun an infheistíocht sin a chosaint agus iontaofacht táirgthe á chinntiú. Is gá an aird is mó a thabhairt ar an gcóras folúis - ba cheart ola an fholúschaidéil a sheiceáil agus a athrú de réir sceidil an mhonaróra, go hiondúil gach trí nó sé mhí faoi choinníollacha táirgthe leanúnacha. Ba cheart naisc líne folúis, gaiscéid, agus rónta múnla a iniúchadh go seachtainiúil le haghaidh caitheamh nó sceitheadh, toisc go ndéanann fiú sceitheanna beaga meath suntasach ar fheidhmíocht aslonnaithe.
Ba cheart braiteoirí teochta plátaí agus trasduchtóirí brú a chalabrú go ráithiúil ag baint úsáide as ionstraimí tagartha deimhnithe chun a chinntiú go léiríonn luachanna taispeáint an mheaisín coinníollacha iarbhír an phróisis. Ba cheart monatóireacht a dhéanamh go míosúil ar leibhéil sreabhán hiodrálacha agus ar choinníollacha scagaire. Ba chóir dromchlaí múnla a ghlanadh tar éis gach reáchtáil táirgeachta chun cosc a chur ar iarmhar rubair a thógáil, rud a d'fhéadfadh a bheith ina chúis le greamú, lochtanna dromchla ar na codanna ina dhiaidh sin, agus caitheamh múnla luathaithe. Trí loga cothabhála mionsonraithe a choinneáil — gach cigireacht, athrú sreabhán, calabrú agus teagmhais locht a thaifeadadh — soláthraítear na sonraí stairiúla a theastaíonn chun fadhbanna atá ag teacht chun cinn a shainaithint sula n-eascraíonn siad aga neamhfhónaimh neamhphleanáilte.
Cáilíocht Aschuir agus Éifeachtúlacht Táirgthe a Uasmhéadú
Seachas roghnú agus cothabháil meaisín, baintear amach cáilíocht aschuir go seasta ó a meaisín vulcanizing rubair bhfolús ag brath ar smacht próisis. Má dhéantar ullmhúchán cumaisc a chaighdeánú - lena n-áirítear meáchan réamhfhoirmeach comhsheasmhach, cruth agus socrúchán laistigh den mhúnla - cuirtear deireadh le ceann de na foinsí is coitianta d'athrú cuid-go-páirt. Trí úsáid a bhaint as gníomhairí scaoilte i gceart agus go comhsheasmhach, cuireann sé cosc ar ghreamú gan an dromchla rubair a éilliú nó tionchar a imirt ar nascáil i gcodanna ilchodacha. Trí oidis leigheas doiciméadaithe a bhunú do gach táirge agus na hoidis sin a ghlasáil i gcóras rialaithe an mheaisín, cuireann sé cosc ar athruithe paraiméadar de thaisme a fhágann go dtiocfaidh táirgeadh neamhchomhlíonta.
Tugann modhanna staidrimh um rialú próisis (SPC) a chuirtear i bhfeidhm ar phríomhthomhais aschuir — páirtmheáchan, toisí criticiúla, agus cruas — rabhadh luath nuair a bhíonn an próiseas ag imeacht, rud a cheadaíonn gníomh ceartaitheach sula dtáirgtear méid mór fuíoll. Le haghaidh oibríochtaí ard-toirte, cuireann comhtháthú aschur sonraí an mheaisín le córas forghníomhaithe déantúsaíochta (MES) ar chumas monatóireachta agus inrianaitheacht táirgeachta fíor-ama, rud a éilíonn níos mó custaiméirí feithicleach agus leighis mar chuid dá riachtanais cáilíochta soláthraithe. Is éard atá i gceist leis an meaisín vulcanizing a chóireáil mar ionstraim bheachtais seachas mar phreas tráchtearraí ná an meon a scarann oibríochtaí rubair ardfheidhmíochta go seasta uathu siúd a bhíonn ag streachailt le fadhbanna cáilíochta agus toraidh ainsealacha.